|
Author
|
Message
|
|
CK
|
|
|
Group: Forum Members
Last Active: 10 Years Ago
Posts: 152,
Visits: 1.1K
|
So what is the theory popping open the inlet with high lift and less duration than lower lift and longer duration in the exhaust as the comp cam does "thumper" which I see kasse runs.
|
|
|
|
|
John Mummert
|
|
|
Group: Forum Members
Last Active: Last Month
Posts: 918,
Visits: 7.5K
|
Kaase used a Comp cam but it was nothing like a Thumper. The Thumper has a LOT of additional exhaust duration and is ground on wide lobe centers (LDA in magazine speak) to open the exhaust valve early while there is still significant pressure in the cylinder making a louder exhaust note. Purely a gimmick. Kaase's cam has less duration on the exhaust than the intake. His cam was a steel billet with the distributor gear and rear bearing journal from a standard Y-Block cam grafted on. This is not a new idea and is actually done to save the cost of trying to hobb a distributor gear on a steel billet. Also, you don't need a bronze gear that way.
http://ford-y-block.com 20 miles east of San Diego, 20 miles north of Mexico 
|
|
|
|
|
Ted
|
|
|
Group: Administrators
Last Active: 46 minutes ago
Posts: 7.6K,
Visits: 206.0K
|
Here’s a quick summary on what happened with my EMC Ford Y entry. The lead time for a custom crankshaft is 4-6 months and when the 2015 EMC rules came out, there was only five months remaining in which to get the engine ready for the dynos at UNOH. Obviously not enough time to order a crankshaft. In the meantime, I went through six blocks with five being C2 castings and one being a C1 casting. While there were some other blocks on hand, only these blocks were looked at due to these having reinforced main webbing and the earlier blocks did not. Of these blocks, one was cracked in the cam tunnel area while another had eight sleeves in it. Those two went to the scrap pile. Another two blocks had cylinder core shift bad enough that they were not suitable for a 0.110” overbore even with offset boring. These were simply set aside for engine builds that did not require excessive boring. Another C2 block had good cylinders but the ear under the starter was broken and would require welding up and redrilling the bellhousing bolt hole. That block was also put to the side so it could be repaired and used later. The block selected for the EMC build was a C1AE casting which is also the casting Jon Kaase used for his build. Due to the lead time problem with the crankshaft, I used a 3.860” stroke billet crankshaft that was sitting here for another project. Coupled with a 3.860” bore, the final claimed cubic inch for the EMC was 362. While waiting for pistons, a considerable amount of testing was performed on the +060 over 312 dyno mule in regards to intake manifolds, carburetor spacers, and headers. That dyno mule now has well over eight hundred dyno pulls on it and is still running well. In the spare time around keeping customers happy with engine balancing, engine assemblies, and dyno testing, some of the miscellaneous parts were being acquired and built. One of the items being pursued was a new cam bearing made from bearing brass that would place all the oil holes at the 3-4 o’clock position looking from the front of the engine. The idea here was to promote the formation of a dynamic oil wave under the cam journals. That meant building test bearings that could be installed in blocks to determine interference fits and the amount of internal hole dimension changes that occur with that interference fit. During this same time frame, Joe Craine was also taking care of porting heads and intakes in different configurations. Also being worked on is the block which has been pressure tested, main bores align honed, cylinders rough bored for pre-assembly and then torque plate honed once the pistons were in hand, and decked. It’s now the week before the EMC competition and the engine goes on the dyno on Monday. After thoroughly heating the engine up and breaking in the cam and seating the rings, the #4 cam bearing decides to seize to the cam journal and spin in the block. I’ve heard that sound before so there was no question as to what that funny sounding squeal was. The engine is torn down and reassembled with a set of standard cam bearings. The camshaft and lifters all look good at this point. It's still a hard two day job to disassemble and reassemble the engine as the block must be cleaned again. Still pondering why the #4 cam bearing spun as it had 0.007” oil clearance during the assembly checks. The remaining brass bearings look good but are replaced anyhow. Comes Tuesday evening the engine is back together and going back on the dyno. On Monday, the new cylinder heads from John and Geoff Mummert arrives. These do not have any valve springs so the heads are machined accordingly for a set of Isky beehive springs. Because these heads have a revised valve angle, they require the use of John’s 1.7:1 rockers which are also supplied. The other heads being tested are using the Harland Sharp 1.6:1 rockers. These new heads use a 10mm spark plug so that the plug can be placed closer to the roof of the chamber versus the standard aluminum heads using a 14mm spark plug. A quick check of the combustion chambers on the new heads finds some interference issues between the piston domes and the combustion chambers. This is resolved with some light grinding in exhaust side of the combustion chambers so that the engine rolls through freely without the head gaskets in place. This all takes place on Tuesday while the engine is down for the replacement of the cam bearings. The engine is initially assembled with the conventional but highly ported aluminum heads during this time. The new heads with the valve angle change will be tested later in the week. The engine is fired up and run back in Wednesday morning but after only five minutes of running a light metallic sound is heard coming from the valve covers. A quick check finds the #5 intake valve with looser than normal valve lash. That particular valve is tightened up and the engine ran for another two minutes. The valve is checked again and the lash has grown. Twenty five minutes later the engine is off the dyno and back on an engine stand. While the oil is draining, the rockers and pushrods are removed along with the damper and timing cover. The engine is flipped upside down where camshaft is removed showing the lobe and lifter that is going away. The pan is then removed and with the aid of a magnet, the lifters are removed by fishing them up through the crank throws and rods. At this point, there is no spare 2015 EMC specific camshaft so the grind used in 2009 and 2010 EMC engine is retrieved from the storage building and deemed suitable for use although it has a wider lobe centerline angle than is desired. A new set of lifters are inspected, lubed, and reinstalled back in the lifter bore from the bottom of the engine using a magnet. The cam is lubed and also reinstalled. A quick check with the degree wheel has the camshaft five degrees advanced with the lower crank gear in the 4° retard position. All is good at this point and the engine is reassembled. Late Wednesday afternoon the engine is fired back up and this time all is well. Valve lash is checked and all are holding steady at their settings. Joe Craine comes up Thursday and assists with the dyno testing. Also in attendance are Jody Orsag and Pat Duecy to assist with the testing. Carburetors, carb spacers, cylinder heads, and intake manifolds are all tested. Three different carbs are tested with the 1050cfm Holley Dominator carb getting the edge over the others. The new heads supplied by John and Geoff are installed later in the day with a noticeable step increase in power. These are the heads that are ultimately used for the EMC competition. The original plan was to use a set of Mercury valve covers but the relocated valves in the new Mummert heads prevented the modified steel Mercury covers from fitting. The aluminum Thunderbird covers used on the 2010 EMC entry fit fine and used instead. The original plan was to enter this engine as a Mercury engine so that Ford, Mercury, and Lincoln could all be represented. This was just another plan that would be changed. Carburetor spacer testing was interesting as what worked on the dyno mule did not work on the EMC engine. Where the dyno mule preferred the left and right manifold planes to be completely separated, the EMC engine wanted some shared space. At this point it’s apparent that some of the other intake manifold testing performed on the mule engine probably is not applicable either. I’ll eventually get around to retesting some of those scenarios and will not be surprised if some EMC points were left on the table. Came Friday, the engine was refired for a baseline run. Once that is done, another intake change is made and that intake simply is not as good and pulled back off. The previous intake manifold is reinstalled and the dip in the torque curve that was completely taken care of on Thursday reappears. Much of the day is then spent trying to get rid of that pesky dip through carburetor and spacer changes. As a last resort, the intake gasket was even changed out again as part of the effort in getting rid of that dip in the torque curve. While that dip is not severe, it’s simply bothersome in that is was completely gone the day before. The Valvoline oil is removed during the afternoon and the desired grade of Amsoil oil put into the crankcase. Oil pressure doesn’t change so all is good on that front. Different grades of fuel are also tested on Friday and that proved to be interesting. For what it’s worth, this engine responds very nicely when the RVP (Reid Vapor Pressure) of the fuel is on the low side. Much to think about for sure. Saturday is spent taking care of building brackets for the MSD box and coil along with some miscellaneous loose ends. Karol Miller comes by and lends a hand so he’s there to watch a couple of 6800 rpm pulls with the new wiring, MSD box and coil in place. Engine runs good at this point and is ready to pull off of the dyno. The engine comes off the dyno on Sunday and loaded in a trailer for its trip to Ohio. Monday and Tuesday are spent travelling with the engine being unloaded at the UNOH facility late on Tuesday. The engine is set up on a dyno cart Wednesday in preparation of it running on Thursday. The rest at this point is history. I’m sure some details were left out as that was a very very busy week. Additional detail on all this will be in the write up for the Y-Block Magazine.
  Lorena, Texas (South of Waco) Lorena, Texas (South of Waco)
|
|
|
|
|
Y block Billy
|
|
|
Group: Forum Members
Last Active: 8 Years Ago
Posts: 1.6K,
Visits: 5.2K
|
Well done Gents!
 55 Vicky & customline 58 Rack Dump, 55 F350 yard truck, 57 F100 59 & 61 P 400's, 58 F100 custom cab, 69 F100, 79 F150, 82 F600 ramp truck, 90 mustang conv 7 up, 94 Mustang, Should I continue?
|
|
|
|
|
John Mummert
|
|
|
Group: Forum Members
Last Active: Last Month
Posts: 918,
Visits: 7.5K
|
Ted, I'm guessing you didn't get much sleep that week. Between the work load, unexpected problems and trying to figure out which parts to try next. The results prove it was all worth it with the showing you had at the EMC. Thank you for the insight on what it takes. I doubt people realize what a scramble it turns into. Congratulations. Maybe next year it will all come together without a hitch. Only in our dreams.
http://ford-y-block.com 20 miles east of San Diego, 20 miles north of Mexico
|
|
|
|
|
RB
|
|
|
Group: Forum Members
Last Active: 2 Months Ago
Posts: 661,
Visits: 16.7K
|
Geoff, Here are a couple of sheets from my pre EMC testing on the EFI intake. My current plenum volume is right at engine CID. The throttle bodies are 65ish mm pirated from a 4.6 crown Vic. We had basically 0 vacuum at WOT. BSFC numbers look good.. The dyno has it's own bypass fuel system, . we are using 43.5 lb of fuel pressure and 42 lb/hr injectors 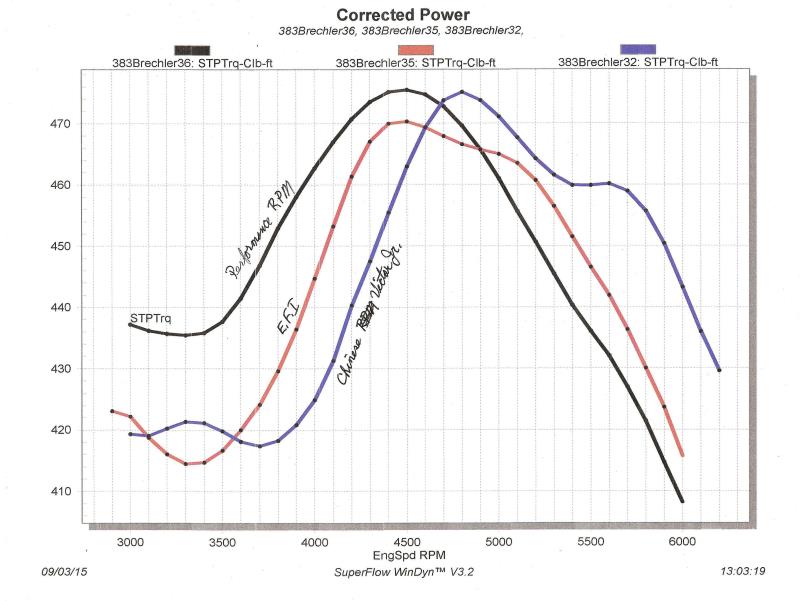 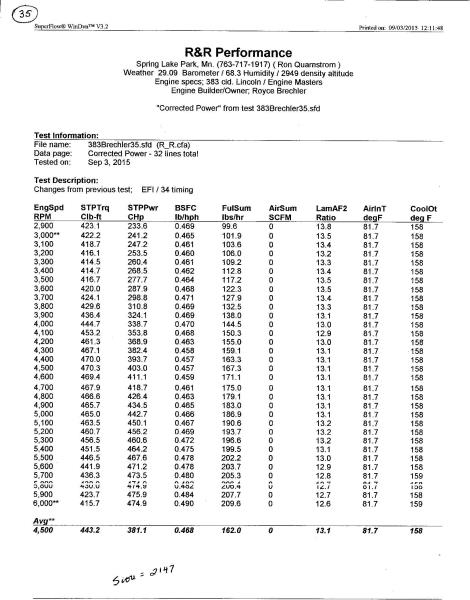
|
|
|
|
|
charliemccraney
|
|
|
Group: Moderators
Last Active: Last Year
Posts: 6.1K,
Visits: 443.0K
|
Ted, I'll lend some spacers for testing if you don't already have them. I have ordinary stuff, 1/2" divided, 1/2", 1", 2" 4-hole, all 1 3/4" bore. Those are phenolic or wood fiber. I also have fancier stuff, an HVH Street Sweeper which is supposedly designed for dual plane use but has features of a 4-hole, tapered, open and divided all in one, 1" tall. And a 1" HVH Super Sucker. The HVH spacers are aluminum.
Lawrenceville, GA
|
|
|
|
|
aussiebill
|
|
|
Group: Forum Members
Last Active: 6 Years Ago
Posts: 1.8K,
Visits: 11.4K
|
Ted, i thank you on behalf of everyone here for your details of what goes into getting an engine ready for this comp.I can see where you had to go back to the tried and proven components to make it on time, a gallant effort indeed. It is interesting that there might be improved heads coming along? and with further development with the cam components there is more HP to come. Salute!
 AussieBill YYYY Forever Y Block YYYY AussieBill YYYY Forever Y Block YYYY Down Under, Australia
|
|
|
|
|
pegleg
|
|
|
Group: Forum Members
Last Active: 4 Years Ago
Posts: 3.0K,
Visits: 8.7K
|
It's gonna take me a long quiet weekend to absorb all of this. The guys who designed the Y are probably watching in awe at these results. Long, LONG way from a 239 and 130 hp engine they first envisioned.
Frank/RebopBristol, In ( by Elkhart) 
|
|
|
|
|
glrbird
|
|
|
Group: Forum Members
Last Active: Last Year
Posts: 616,
Visits: 7.1K
|
So this is not just a bunch of 'old gray hairs" playing with their vintage cars?
Gary Ryan San Antonio.TX.
|
|
|
|