Next I enlarged the hole to 3/8 of an inch to prep it for the tap. I wanted to tap it to 7/16th's:
In this next picture you can see to the right of the drill bit the outer edge of the intake runner. The cause of all my anxiety!!!! On the first post I drilled a little too close and had to grind the threads off the all-thread rod to get it past the runner. From then on I added shims to offset the angle OUT from this edge and never had any trouble again:

It has also been suggested (and I did this) to bring the drill to the floor of the water chamber and "kiss" the surface to prep it for the bolt. A better "landing" surface for the new post. Next came the tap. Again, I chose to use a 7/16th's tap. But John has also said that a 1/2" will also work.



Then I screwed in the all-thread rod to see how it came out with clearances and what not. I went in like a charm was almost perfectly aligned with where I wanted it to be.

Because the post was a little close to the intake runner I ground off the bottom threads. and cut it to be drilled in the whole. It looked like this right before I JB Welded it in the whole.

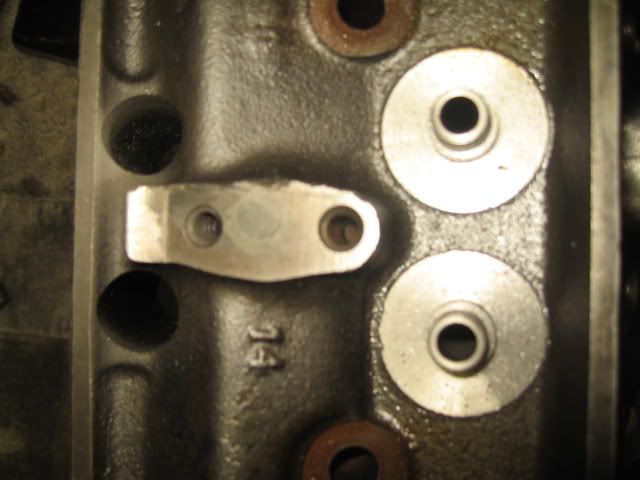
With a cut-off wheel I cut a grooved into the top of the all thread rod so that I could then screw it in with a straight edge screw driver. I mixed my JB Weld, smeared it around the top where it would adhere to the rocker stand. Put a healthy little dab on the bottom to fuse with the bottom of the chamber. And presto! There she goes!

The final touch was to wait 10 minutes or so for the JB weld to harden, and cut off the top. I carefully cleaned up the top of the rocker stand. And now I have posted heads!